Why pretreat?
Certain plastic substrate materials have a low surface energy which give them a non-stick nature. Typical “offenders” are common plastics such as polypropylene, polyethylene, PTFE (Teflon) plus also some rubbers such as EPDM and Santoprene. If you wish to bond these materials with industrial adhesive you may have trouble unless:
- You flame, corona or plasma treat parts before bonding
- You use a special primer (such as Permabond POP) and cyanoacrylate adhesive
- You use a special adhesive such as Permabond TA4610 which has been developed for bonding untreated polyolefin materials
If you want to be able to consider a wider range of industrial adhesive options to give you the cure speed, preferred method of curing, gap fill, or approvals (such as cytotoxicity approval), then it will be necessary to consider flame, corona, or plasma treatment options – once treated you can have freedom of choice of adhesive types and chemistries such as epoxy, polyurethane, UV cure adhesives etc.
Comparing Flame, Corona and Plasma treatment
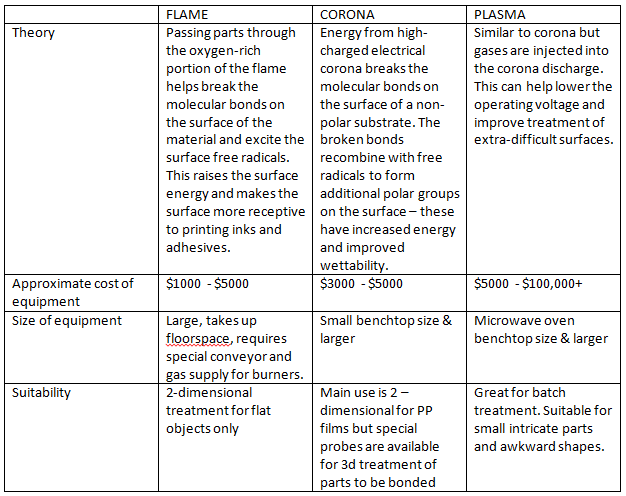
How long do parts remain active? This is a big capital expenditure and probably limited to high-speed production lines. Some companies will treat parts for a small fee; this is worth considering if you have small batch production. The length of time that the activation effect will last will vary depending on the material activated. The effect is strongest directly after the treatment, then fades gradually and settles. In some instances, after one week, the contact angle is back to pre-treatment. Eventually, it could settle at a level higher than before pre-treatment. Under ideal circumstances, production steps such as coating or painting should be carried out directly after the pre-treatment. You can test parts over time with surface energy inks that clearly show wetting or bunching of droplets to see how long parts remain active. For bonding with industrial adhesive, you would need a minimum of 36 Dynes surface energy.
Is it possible to over-treat or damage parts?
Yes, it is important not to over-treat materials. Parts can end up as “non-stick” as they started if over-treated. At worst, they can melt or permanently deform. It is important to run a lot of tests (with the aforementioned inks) to work out the best exposure time and distance from the energy source. A conveyor speed and treatment head height may need careful adjustment to optimize treatment.
For further assistance and help with any questions, please contact Permabond.
Permabond irá ajudá-lo a selecionar o adesivo certo para sua aplicação.
Os produtos Permabond são vendidos através de distribuidores em todo o mundo.
A Permabond é uma empresa certificada ISO QMS.