
Adhesives (glue) are quickly becoming the go-to method of lightening (or weight reduction). Reducing weight has been a goal in transportation for many years. Many engineers in the transportation industry are well-versed in what steps to take to ensure proper adhesive selection. The benefits of lightening are spreading through many industries. The goal for some industries is the savings from reduced shipping costs, for others, like sports equipment, the lighter assemblies are a performance gain. Some engineers new to lightening with adhesives find adhesive selection to be unnerving.
One engineer called us to review the possibility of switching his process from welding to bonding as they wanted to reduce the thickness of the steel. The thick steel was costly, and it was overkill. The only reason for the excess was to allow the weld without warp or distortion. The engineer was a bit anxious as the project was running behind schedule. As I introduced myself, he shook my hand and said, “How do you glue? Do, I meant do. How do you do?”
There is no need for adhesive anxiety or glue jitters. Following is a preliminary list of questions adhesive manufacturers will likely ask about your application. They can be split into three basic categories.
In each section, there are likely questions that have some maybe answers – that’s ok – maybe or I’m not sure yet are perfect answers. Adhesive specialists prefer to start discussing a new design or a redesign of an item early in the process. They may be able to save you some time, steer you to readily bondable substrates or contribute to joint design ideas that will serve you. Don’t worry about what you don’t know yet, start the conversation with what you have.
Often simply explaining what you are making (a motor) and what the end item is (a can opener) answers many of the other questions. Motors come in all shapes and sizes with varying temperature resistance. There are full lines of adhesives for motor bonding. Knowing this motor is going into a can opener helps the adhesive specialist get a visual idea on size and temperature requirements. For example, they will know that this motor won’t need to withstand the cold temperatures of the dark side of the moon (however, if this is a lunar can opener – do share.)
For example, if you are bonding metal, is it painted? If bonding aluminum, is it anodized? Have you abraded or treated the surface in another way? Depending upon the application, we may want to know how thick the substrate is. Even though we are only bonding to the very top surface, understanding the thickness helps to determine if the stresses will be in peel or shear and if we need to ensure read-through is not an issue. Read-through is when the bond line shows through the substrate. Examples of applications where we would need to be mindful of read-through include truck panel bonding, office furniture panel bonding, etc. Read-through can be eliminated by using specialty adhesives with high elongation.
Again, this may be a maybe – for example, if you are currently using a thick steel and are hoping to reduce the thickness, you may not be sure yet what the thickness will be. If you are switching to plastic and have a couple of options – let the adhesive specialist know what the options are.
Maximum gap fill of an adhesive can be related to cure depth, bond strength, and viscosity. Understanding the gap-fill requirements is helpful in selecting an adhesive. Some adhesives only cure to a certain depth whereas others can fill very large gaps but the overall strength may be reduced.
Surface area bonded helps us determine the overall strength we expect to be able to achieve. But it can also help determine which type of adhesive is best. For example, if spreading over a large area, we may require a product with a delayed set time to provide enough time for application and assembly before the parts begin to cure.
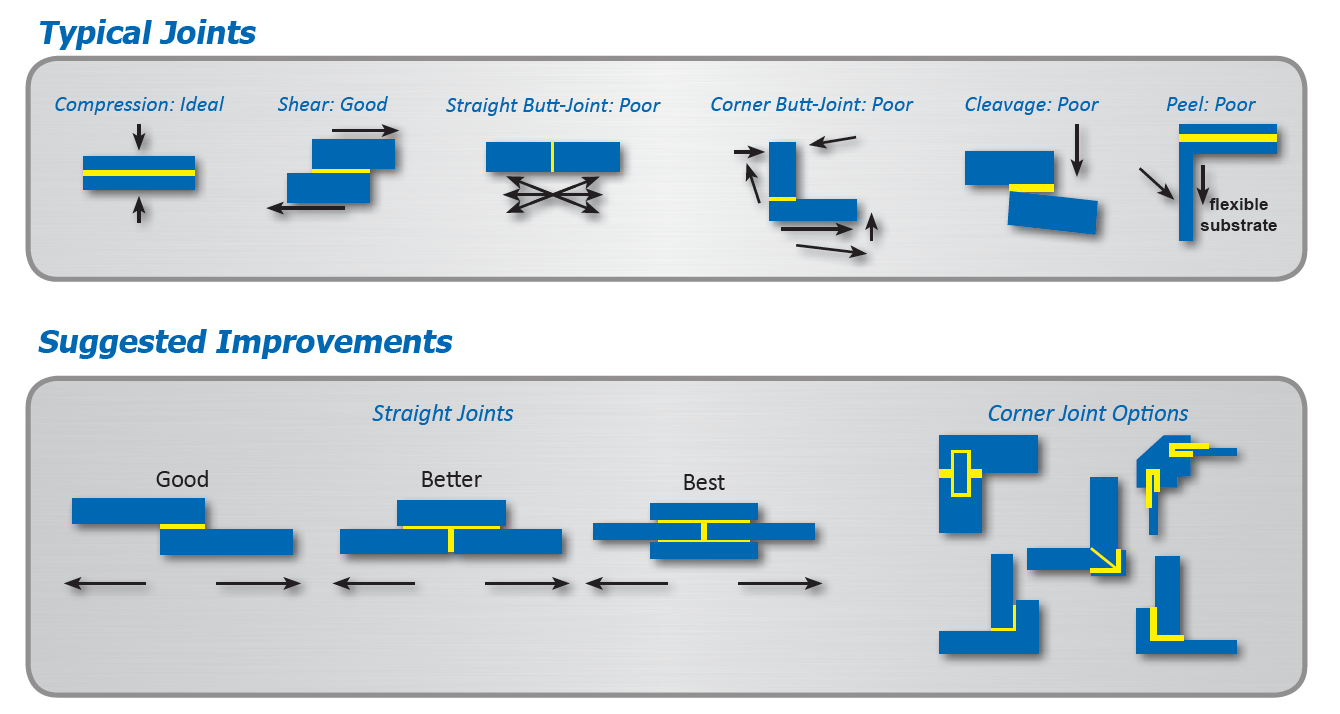
When switching from welding to bonding, it may be desirable to switch the joint configuration a bit to provide more surface area for the adhesive. So let the adhesive manufacturer know if you are open to design changes. Some typical joints and suggested improvements are shown below.
Questions about the process or the process you envision help dial in the best cure method. It is important to understand how many and how fast the process will run in order to provide the best possible solution. For example if you plan to make 365 assemblies per year and you are making them one per day. A two component epoxy in a dual cartridge may not be incredibly cost-effective as you will use a new mixing nozzle each day. If, however, you will make all 365 parts in the same day, it could be a good solution.
Similarly, if you are bonding a truck panel, it is a vertical application so we would select products with a high non-sag viscosity so it doesn’t run off the panel before bonding.
So which adhesive is the best answer? For most applications, there is more than one right answer.
A quick summary of what the bonded part will endure is helpful. Understanding that bond strength is related to temperature and environmental conditions is helpful. What strength in what stress at what temperature for how long in contact with what fluids etc….Let’s break that down.
What type of stress? peel, impact, tensile, shear, compression etc…
At what speed? – is it a fast pull in shear or a slow build-up? Is it constant or intermittent?
At what temperature? Is it a slow thermal cycle, or is it a thermal shock? How often? Is it under high stress while at high temperatures?
Under what conditions – are you going to boil that in oil, sink it in the ocean, or leave it out in the sun, wind, hail, snow and rain?
Note the above are performance conditions, but there are also storage conditions of the bonded part to take into account. Perhaps your assembly will never have contact with water and be used in a temperature and humidity controlled office building. Before we check moisture resistance off the list of requirements let’s be certain these won’t be stored in a damp warehouse in the tropics. Similarly where bonding materials with different coefficients of thermal expansion and contraction we should understand shipping and storage extremes – even if the actual in use conditions are a comfy 70F.
I’ve seen and written numerous questionnaires for adhesive selection forms. None of them replace a conversation with an adhesive specialist. Again, don’t worry about not having all of the answers – simply start the conversation. If you can’t meet in person, send drawings or pictures. Wherever possible, note which items are requirements and which are things that would be nice to have. You may require a clear adhesive or a specific color match to carbon fiber. Perhaps you require a product that can contact potable water?
Is your adhesive anxiety or glue gitters gone yet? Contact Permabond


